2021-02-21
來源: 原創
瀏覽量:5811
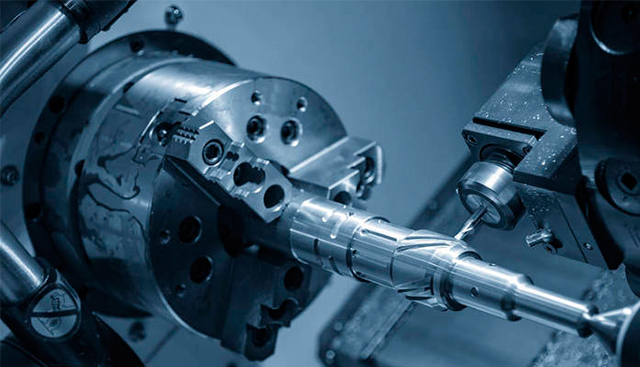 科技的不斷發展,帶動了各行各業的進步,硬質合金深孔鉆,作為一種有效的深孔加工刀具,其加工范圍很廣,從模具鋼材,玻璃纖維、特氟龍等塑料到高強度合金的深孔加工。在公差和表面粗糙度要求較嚴的深孔加工中,槍鉆可保證孔的尺寸精度、位置精度和直線度。尤其在機械方面,深孔鉆的使用就相當普遍,在深孔加工時,深孔鉆機床是必不可少的機械產品,那么深孔鉆機床的加工有什么特點呢?讓我們跟西迪小編來了解一下吧。
科技的不斷發展,帶動了各行各業的進步,硬質合金深孔鉆,作為一種有效的深孔加工刀具,其加工范圍很廣,從模具鋼材,玻璃纖維、特氟龍等塑料到高強度合金的深孔加工。在公差和表面粗糙度要求較嚴的深孔加工中,槍鉆可保證孔的尺寸精度、位置精度和直線度。尤其在機械方面,深孔鉆的使用就相當普遍,在深孔加工時,深孔鉆機床是必不可少的機械產品,那么深孔鉆機床的加工有什么特點呢?讓我們跟西迪小編來了解一下吧。
1、刀桿受孔徑的限制,直徑小,長度大,造成剛性差,強度低,切削時易產生振動、波紋、錐度,而影響深孔的直線度和表面粗糙度。
2、在鉆孔和擴孔時,冷卻潤滑液在沒有采用特殊裝置的情況下,難于輸入到切削區,使刀具耐用度降低,而且排屑也困難。
3、在深孔的加工過程中,不能直接觀察刀具切削情況,只能憑工作經驗聽切削時的聲音、看切屑、手摸振動與工件溫度、觀儀表(油壓表和電表),來判斷切削過程是否正常。
4、切屑排除困難,必須采用可靠的手段進行斷屑及控制切屑的長短與形狀,以利于順利排除,防止切屑堵塞。
5、為了保硬質合金深孔鉆在加工過程中順利進行和達到應要求的加工質量,應增加刀具內(外)排屑裝置、刀具引導和支承裝置和高壓冷卻潤滑裝置。
一般孔深在孔徑的3一5倍以上就稱為深孔,它的難度在排屑和冷卻鉆孔深比較小的孔可以用麻花鉆,為了排屑順利,鐵屑要成為細條狀直竄出來並帶出較小的碎片,同時冷卻液容易進入。鉆頭的磨法可採用比較簡單的磨法。
上一篇:如何正確選擇礦用工具硬質合金牌號
下一篇:硬質合金軸套的優點你知道嗎
推薦產品






- 136-5733-5100
-
-

微信二維碼
-
-
-

手機二維碼
-
-
行業解決方案
石油天然氣 流體控制 化工行業 船舶裝備 工程機械 其他市場 -
關于我們
企業介紹 ASEEDER VR全景 企業文化 榮譽資質 質量控制 人才招聘 -
聯系我們
西迪中國 ASEEDER 在線留言

136-5733-5100