2021-01-28
 TC軸承又可以稱為硬質合金軸承,徑向軸承,它是采用高溫爐燒結工藝方法,由胎體與碳化鎢粉和硬質合金,經燒結融為一體,后經機械加工而制成的一種關鍵零件。TC軸承是石油勘探鉆井用螺桿動力鉆具中的重要的配件之一,它主要承受動力鉆具傳動軸在運轉過程中產生的徑向載荷,它的質量性能直接關系到鉆具整機壽命的高低。今天,西迪小編就給大家介紹下TC軸承加工工藝,TC軸承加工過程中有哪些需要注意的地方。
TC軸承又可以稱為硬質合金軸承,徑向軸承,它是采用高溫爐燒結工藝方法,由胎體與碳化鎢粉和硬質合金,經燒結融為一體,后經機械加工而制成的一種關鍵零件。TC軸承是石油勘探鉆井用螺桿動力鉆具中的重要的配件之一,它主要承受動力鉆具傳動軸在運轉過程中產生的徑向載荷,它的質量性能直接關系到鉆具整機壽命的高低。今天,西迪小編就給大家介紹下TC軸承加工工藝,TC軸承加工過程中有哪些需要注意的地方。
螺桿鉆具是石油鉆井中應用最廣泛的井下動力工具之一。TC軸承位于其傳動部分,是影響螺桿鉆具壽命的關鍵部件。TC軸承分為內、外軸承套,內軸套與傳動軸配合并鎖緊,外軸套與井下動力鉆具殼體裝配一起,二者配合形成工作面,主要功能是將馬達的扭矩和轉速傳遞給鉆頭。工作過程中,TC軸承受到萬向軸承和鉆頭的軸向和徑向力,內軸套存在繞外軸套偏心運動趨勢。TC軸承正常失效形式是圓筒形層磨損。由于長期承受含砂井液的沖蝕,因此要求具有良好的耐磨耐蝕性。所以,TC軸承加工需要采取一些有效防止磨損失效的措施。
目前,TC軸承加工常規制備方法是采用高溫燒結技術,即在TC內外軸承表面鑲嵌硬質合金塊與焊料、添加物高溫燒結而成。但由于硬質合金塊之間釬料硬度相對較軟,先于硬質合金塊磨損,TC軸承內外軸套之間存在磨損不均勻,硬質塊易剝落等問題,造成TC軸承的提前失效與報廢。
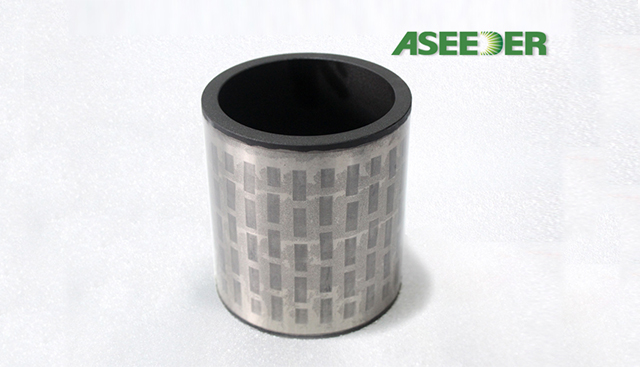
西迪TC軸承采用普通高溫爐整體燒結工藝,嚴格控制原材料質量,確保硬質合金及碳化鎢符合標準和使用要求;由于所選購的硬質合金強度好硬度高,在使用過程中不會出現剝離開裂問題,在惡劣的工況下耐磨損耐沖擊耐各種腐蝕,壽命可達300小時以上。
我們來看下TC軸承加工過程,以及在制作過程中要注意的一些事項:
粘結硬質合金塊
在往模具內粘結硬質合金塊以前,先要根據設計要求在模具上劃出擺放硬質合金塊的位置及裝料限位線,并對硬質合金塊及軸承鋼體進行凈化處理,以提高浸漬合金與鋼體的粘結強度。
粘結合金塊要選擇合適的粘結劑。西迪選用的粘結劑優點在于粘結速度快,粘結強度高,在模具組裝過程中硬質合金塊不易脫落。在外模套的石墨心柱上粘結合金塊一般選擇白乳膠,這是因為石墨有孔隙,不如鋼體致密,白乳膠角稠,易于使硬質合金塊與石墨粘結。
在往模具內填放硬質合金塊時,要防止硬質合金塊包鑲基體內部粘上膠水,以免影響基體對硬質合金塊的包鑲強度。
模具組裝及裝料
完成模具內硬質合金塊的粘結,經低溫烘干后,就可進行模具的組裝。在組裝過程中,首先對模具的加工尺寸進行檢驗,要求配合間隙適量,粘結后的硬質合金塊不脫落,以免造成摩擦工作面上的硬質合金塊覆蓋不均。
燒結
燒結所用的設備為高溫硅碳棒箱式電爐。執行嚴格的燒結生產工藝,使燒結過程完全按照設定的溫升曲線升溫及保溫。采取保護性工藝措施,高溫狀態下燒結材料不氧化,表面凈化激活,液態焊料浸潤良好,燒結層收縮均勻,不僅完全杜絕了縮松、氣孔等燒結缺陷,而且防止了燒結過程中出現開裂問題,燒結層均與基體結合牢固,融為一體,無剝落掉塊現象。
推薦產品






- 136-5733-5100
-
-

微信二維碼
-
-
-

手機二維碼
-
-
行業解決方案
石油天然氣 流體控制 化工行業 船舶裝備 工程機械 其他市場 -
關于我們
企業介紹 ASEEDER VR全景 企業文化 榮譽資質 質量控制 人才招聘 -
聯系我們
西迪中國 ASEEDER 在線留言

136-5733-5100